русский язык
русский язык

 EN
EN

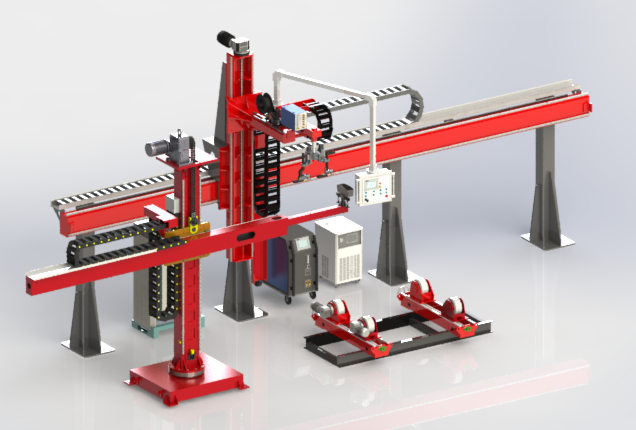
无锡市丰玮智能装备研发生产的等离子不锈钢纵环缝P+T焊接专机被广泛地应用于不锈钢锅炉,压力容器,石油,化工,机械等制造行业中拼接好的半成品圆筒形构件的外环缝的等离子焊+氩弧焊(P+T)焊接,方便工人操作,提高了劳动效率。
等离子不锈钢纵环缝P+T焊接专机工作原理:将一个喷嘴旋进焊枪本体前端,喷嘴能使电离气以层状流出,并使焊弧集中。焊弧集中的程度决定于下列三个因素:喷嘴孔径,离子气流量及钨棒在喷嘴内的后缩距离(电极与喷嘴间的距离)。高离子气流量及电极退缩到极限可获最聚集的电弧。这种电弧常用于欲获得匙孔单道,对接,需最大渗透力,较狭窄焊缝,减少热影响区以及降低母材的变形量。一般用于较厚的母材。减少电极的后缩距离以及离子气的流量可获较柔和,较不集中的电弧。这种电弧用于熔融式焊接(非匙孔焊接),容许较高的焊接速度及焊接较薄的母材。等离子焊的优点:起弧可靠。

等离子不锈钢纵环缝P+T焊接专机特点:
1) 穿透能力强,10mm以下板厚无须开坡口,大大减少了焊前准备时间。
2) 电弧能量集中,焊接热影响区小,焊接变形小。
3) 焊接速度快,等离子比手工氩弧焊减小4-5倍时间。
4) 卓越的重复生产性。
5) 弧柱刚性大,采用小孔效应,可以实现稳定的单面焊双面成型。
6) 电极缩在喷嘴内,不易污染和烧损及电极寿命长,焊缝缺陷少。
7) 焊接质量好,可焊材料多。
8) 等离子弧具有良好的可控性和调节性等。

等离子不锈钢纵环缝P+T焊接专机焊接工艺:
焊接方式:采用单枪等离子(PAW)打底焊接,TIG加丝盖面(3-10mm厚可用等离子加丝一次性焊接完成),从而实现单面焊双面成型,获得正反成型美观的焊缝
保护气体:保护气采用Ar+H(95%+5%)、离子气、托罩气、背保护气体均采用:Ar(99.99%)。
焊丝规格:1.2-1.6mm
坡口形式:Y型
系统特点:
采用边梁焊接系统,占地面积小,可以灵活实现纵环缝焊接
采用等离子焊接工艺,焊接质量高,焊接效率快,省焊材
同时安装有等离子焊枪和TIG焊枪,切换方便,可根据工艺要求,灵活使用。